How to Increase Aluminum CNC Machining Speed?
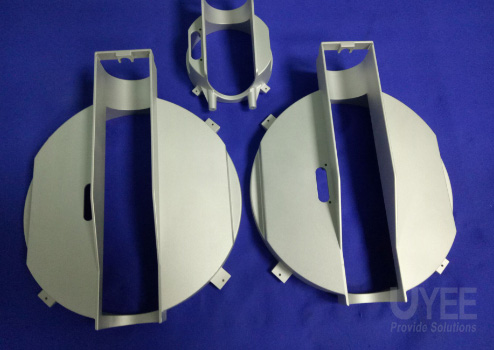
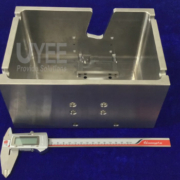
The best quality Aluminum machined parts and a better machine-friendliness of Aluminum makes it the number one metal choice for machining purposes. The properties of Aluminum make it easy to drill, mill, punch and cut and aluminum machining results in the parts which are durable, strong, and pleasant looking. Overall, Aluminum is the market’s most machinable metal.
Still, there are specific problems involved with the easier machinability of Aluminium, making it far from being perfect. CNC aluminum prototypes face the most significant issue of lower speed due to various factors, including the stingy, long, and obstructive chips. This eventually results in rougher thread finishes, bad chip wrapping, and straightness and appearance issues.
The individuals involved in machining businesses, engineers, and metallurgy experts are also working rapidly on the solutions to enhance the CNC aluminum machining speed by enhancing the material quality, machining practices, choosing proper alloys, and other practices.

Tips to increase CNC aluminum machining speed –
Are you getting the Aluminum machined parts from the processes involving Computer Numerical Control (CNC)? If so, you might face some recurring issues related to finishing the resultant aluminum prototype and parts.
The main difficulty that a CNC programmer overlooks daily is to recognize critical machining parameters like depth of cut, spindle speed, and feed rate. In older days, the beginning path of this task would be either a machining data handbook or the practice of leader machinists on the floor.
So, to get the super excellent outcomes, it is necessary to cover a lot of ground. It includes:-
- Optimization of cost for material extraction.
- Increase the life of tools.
- Higher-quality finishing for the exterior.
CNC routers are used mainly with wood and acrylics, and they are sufficiently handy to control the needs of materials like aluminum. A crucial aspect of aluminum machining is modifying the step to accommodate its various features.
Follow all the mentioned tips to minimize the difficulties and generate high-quality Aluminum parts while maintaining a higher aluminum machining speed.
-
Determine accurate feeds and speeds
The best combination of speeds and feeds for aluminum is a confined range with most of the metals than acrylics and woods. Cutting aluminum also requires a better spindle speed that might even shift the CNC machine’s outer limit.
- Feed rates of not so good speed might result into rubbing and decrease the tool’s longer life.
- Feed rates that are of good speed might impose a burden on the machine, causing some breakage.
Speeds and feeds will help you to accurately calculate the rate.
-
Make use of Carbide-Coated Bits with smaller Diameter
As the higher RPMs are committed to cutting aluminum, high-speed steel and cobalt are not appropriate for the task. Carbide is a stiffer material, and thus proffering it is considered as a better solution.
Lesser diameter bits are also required by the speedier machine rates. The carbide’s stiffness is also a benefit as it saves from the possible tool deflection.
-
Maintaining a stable Temperature
As Aluminum machined parts are unsafe due to more variations in the temperature, it is intolerable to produce the waste as the developed parts. Utilize the software and hardware capable of holding temperature at the right level. This eventually helps increase the speed of the CNC aluminum machining.
-
Clear all the chips completely
Well, aluminum metal holds the factor of “stickiness,” and due to this, it is welded essentially to the tool, following in shoddy quality work and extra wear and tear on the machine.
Don’t depend only and completely on the dirt collector system and always check the machine thoroughly to be sure that the chips are entirely clear.
Spin a coolant mist or some other lubricant on the machine to decrease the tendency of the chip to stick.
-
Move slow and steady
There’s a fascination to save the hour by making deeper cuts, but sometimes this approach might not succeed and fail by making it difficult to entirely clear the chips. Stick to the regular measures for enabling higher control and better access for chip removal.
-
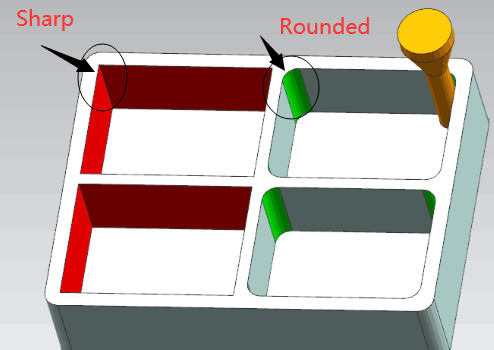
Decrease the number of Flutes
A major amount of Flutes might also increase the chip problem by causing them to get tightly collected. Set the utmost limit of 3 flutes with aluminium CNC machining. If the space rise between the cutting edge, escaping out will get easier for larger chips.
-
Choose the proper cutting fluid or Coolant
Today’s cutting fluids come with a wide range of options. To meet the demands of new materials, cutting tools, and tool coatings, a slew of new coolants have been created.
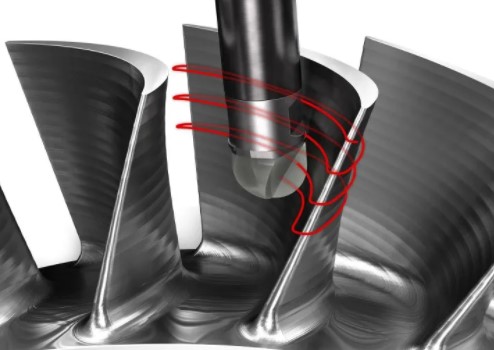
When it comes to machining, the heat produced by friction at the tool-workpiece interface has a big impact on a lot of things. Tool wear and, as a result, tool life are greatly increased as the temperature at the contact zone rises.
Cutting fluids has some major functions including:
- Cooling the work piece, tool and the chip
- Reducing the friction and thus increasing the speed of aluminium CNC prototyping production.
- Reducing the built up edge formation and chip welding
- Preventing corrosion and rust
- Flushing away the chips
Metal machining operations must strive to increase efficiency while lowering costs. This is achieved by machining at the fastest possible speed while preserving tool life, eliminating scrap, and delivering parts with the best possible surface quality. Both of these objectives can be met by ensuring proper cutting fluid selection and application.
Conclusion
The best speeds and feed for your project are influenced by a number of important factors. The method, material, fixturing, chip removal, and tool path form are among them.There is no such thing as a list of speeds and feeds that suits all. Every project is different, and it can take some trial and error to find the right environment. Finally, the aim is to create a component that fits your specifications. When you understand how each feedback influences the final result, fine-tuning the settings would be much easier.